



Offen & Modular
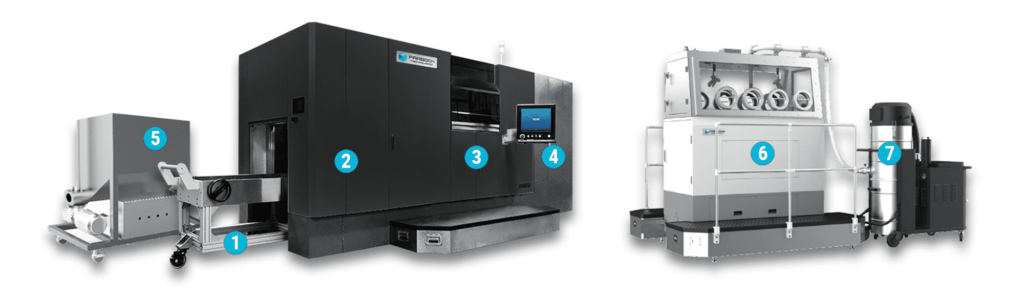
Der FLIGHT® HT1001P ist, wie alle Farsoon-Systeme, vollständig offen. Das bedeutet, dass das Farsoon- System ein offenes Materialmodell ist. Neben einer Liste von Standard Materialkonfigurationsdateien, die für die Serienproduktion bereit sind, haben die Benutzer vollen Zugriff auf eine breite Palette von Schlüsselparametern zur Abstimmung kundenspezifischer Verarbeitungsparameter aus technischen Materialien von Drittanbietern. Darüber hinaus ermöglicht der modulare Aufbau des FLIGHT® HT1001P das einfache Hinzufügen zukünftiger Stationen für die Vor- und Nachbearbeitung sowie die Integration in bestehende Produktionslinien.
Hochwertige Bauteile
Die FLIGHT® HT1001P ist in der Lage, Kammertemperaturen von bis zu 220 °C zu erreichen, um technische Hochtemperaturwerkstoffe wie PA6, PAS6 für den direkten Einsatz von Endteilen zu verarbeiten. Mit der patentierten Mehrzonenheizung und dem intelligenten Temperaturregelungssystem kann die FLIGHT® HT1001P eine gleichmäßige Wärmeverteilung auf der gesamten Plattform erreichen, um die gleichbleibenden mechanischen Eigenschaften und die Oberflächenqualität der Bauteile zu gewährleisten.
Pulver Management
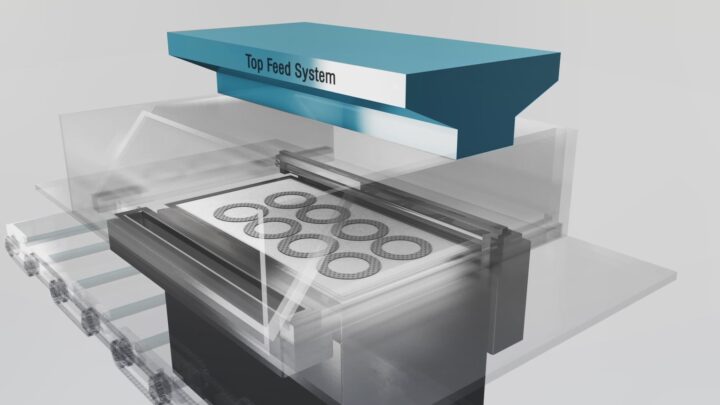
Die FLIGHT® HT1001P wurde außerdem mit einem umfassenden Pulverhandhabungssystem mit einem geschlossenen Pulverkreislaufsystem mit erhöhter Automatisierung und geringem Bedarf an Bedienerinteraktion mit der Pulverversorgung ausgestattet. Mit der FLIGHT® HT1001P ist die additive Industrie bereit, die nächsten Schritte in Richtung echter Fertigung zu gehen.

Kfz-Spoiler-Baugruppe
Maschine
In Zusammenarbeit mit SAPW Automotive wurde diese Spoilerbaugruppe für die neue Generation von Elektroautos entwickelt und zeichnet sich durch eine große Länge, multidirektionale Verbindungen und Strukturmerkmale aus. Dieser funktionale Prototyp, der auf Farsoon FLIGHT® HT1001P-4 additiv hergestellt wird, kann eine optimale Größengenauigkeit für eine hervorragende Anpassung, einen beschleunigten Produktionszyklus und starke mechanische Eigenschaften erreichen. Damit ist es die perfekte Option für die Designverifizierung während der Fahrzeugentwicklungsiteration.
Fallstudie Link im Bild

Komponente des LKW-Lufteinlasssystems
Maschine
Die Komponente des Lkw-Lufteinlasssystems ist für die Funktionsüberprüfung konzipiert und wird in einem einzigen Stück in 10 Stunden mit dem FLIGHT® HT1001P-4 von Farsoon hergestellt. Das hergestellte Teil weist hohe mechanische Eigenschaften und Größengenauigkeit bei deutlich reduzierten Kosten im Vergleich zur herkömmlichen Fertigung auf.
Fallstudie Link im Bild