


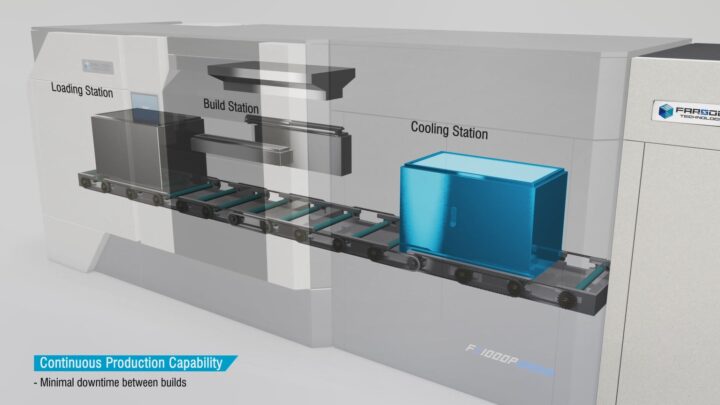
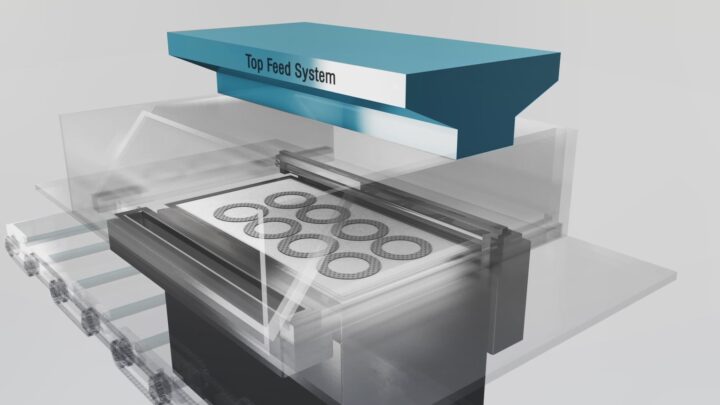
Konzipiert für die Produktion
Das HT1001P-2 CAMS-System wurde von Grund auf mit Blick auf die Fertigung entwickelt. Mit seiner kontinuierlichen Serienproduktion ermöglicht die HT1001P-2 intensive Fertigungszyklen mit geringen Ausfallzeiten zwischen den Bauvorgängen. Der Durchsatz des Systems wird außerdem durch ein TopFeed System sowie eine vollständig digitale Multi-Laser-Scanning-Funktion verbessert.
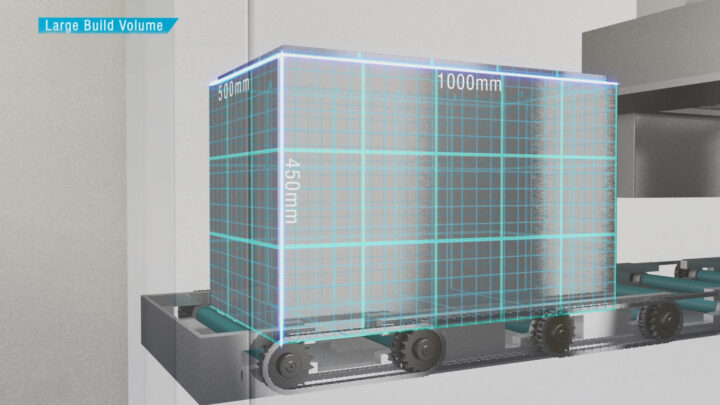
Erweiterte Funktionen
Die HT1001P-2 bietet seinen Anwendern Produktionsmöglichkeiten, die über den aktuellen Stand der Technik hinausgehen. Der große Bauzylinder von 1000 x 500 x 450 mm ermöglicht die beispiellose Herstellung zahlreicher Kleinteile oder großer Teile, ohne dass ein Fügen oder Kleben erforderlich ist. Die HT1001P-2 ist auch in der Lage, einen größeren Temperaturbereich als aktuelle SLS-Systeme mit einer Baukammertemperatur von bis zu 220 °C zu bewältigen, was die Verarbeitung von Hochleistungsmaterialien wie PA6 und PA12 ermöglicht.
Pulver Management
Die HT1001P-2 wurde außerdem mit einem umfassenden Pulverhandhabungssystem mit einem geschlossenen Pulverkreislaufsystem mit erhöhter Automatisierung und geringem Bedarf an Bedienerinteraktion mit der Pulverversorgung ausgestattet. Mit der HT1001P-2 ist die additive Industrie bereit, die nächsten Schritte in Richtung echter Fertigung zu gehen.


SAPW HAVC Gehäuse
Maschine
Farsoon Technologies hat in Zusammenarbeit mit dem Automobilpartner SAPW eine einteilige Polymer-HLK-Einheit (Heizung, Lüftung, Klimatisierung) für die Automobilindustrie auf das CAMS-System HT1001P-2 gedruckt. Im Vergleich zum herkömmlichen Prozess, einschließlich CNC- und Silikonformen, zeichnet sich die additiv gefertigte HLK-Anlage durch strukturelle Integration, verbesserte Leistung, beschleunigten Entwicklungszyklus und reduzierte Herstellungskosten aus.
Fallstudie Link im Bild

Static Firing Skirt on Long March-5 Rocket
Maschine
Die Wissenschaftler entwarfen die optimierte statische Brennschürze für die Betriebsbedingungen und stellten die Endverbrauchsteile unter Verwendung der Farsoon HT1001P-2-Lasersintertechnologie und des Hochleistungsmaterials FS3300PA her. Montiert zu einer Zylinderstruktur mit einem Durchmesser von 5000 mm, zeichnet sich die additiv hergestellte statische Brennschürze durch hervorragende Festigkeit und Zähigkeit, einfache Montage, gute Nachbearbeitungsfähigkeit für die Abdichtung und Salzsprühnebel aus, um die extreme atmosphärische Korrosionsbeständigkeit zu bewerten.
Fallstudie Link im Bild

Qualcomm Kühlergrill
Maschine
Dieser überdimensionale Frontgrill, der von der Chongqing Qualcomm Automotive Group entworfen wurde, ist 900 mm lang und verfügt über viele detaillierte Strukturen mit dünner Wandstärke. Die Herstellung mit einem konventionellen Bearbeitungsverfahren oder einer SLS-Plattform in Standardgröße erfordert die Produktion in mehreren Teilen, die Montage und das Polieren. Dies kann zu Problemen führen, einschließlich der Gesamtfestigkeit und der strukturellen Integrität. Bei Farsoon kann der Frontgrill jetzt mit dem HT1001P-2-System in einem Stück hergestellt werden. Es trägt zur Verbesserung der Fertigungseffizienz und der mechanischen Festigkeit bei.
Fallstudie Link im Bild